ഫ്ലോട്ടിംഗ് ഗ്യാപ്പ്
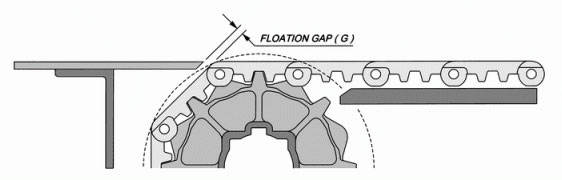
തിരിയുന്ന ചലനത്തിനായി കൺവെയർ ബെൽറ്റ് സ്വീകരിക്കുമ്പോൾ.കൺവെയറിൻ്റെ ആർക്ക് വിഭാഗം നേരായ കൺവെയറുമായി സംയോജിപ്പിക്കും, ആർക്ക് വിഭാഗത്തിൻ്റെ രണ്ട് അറ്റങ്ങളും നേർരേഖയിലേക്ക് നയിക്കണം, തുടർന്ന് കൺവെയർ സുഗമമായി പ്രവർത്തിക്കും.
അകത്തെ ദൂരത്തിന് കൺവെയർ ബെൽറ്റിൻ്റെ വീതിയുടെ 2.2 മടങ്ങെങ്കിലും ആവശ്യമാണ്.
STL1 ≧ 1.5 XW അല്ലെങ്കിൽ STL1 ≧ 1000mm
സിംഗിൾ ടേണിംഗ് 90° ആയി പരിമിതപ്പെടുത്തുന്നില്ല;അതിന് ടേണിംഗ് റേഡിയസിൻ്റെ പരിമിതി അനുസരിക്കുകയും 15°, 30°, 45°, 60°, 75°, 90°,.... എന്നിവയിൽ നിന്ന് 360° ആക്കുകയും വേണം.
ഫ്ലോട്ടിംഗ് ഗ്യാപ്പ് ഡൈമൻഷണൽ റഫറൻസ് ടേബിൾ (ജി)
| യൂണിറ്റ്: mm | ||||
| പരമ്പര | ബെൽറ്റിൻ്റെ കനം | സ്പ്രോക്കറ്റ് വ്യാസം (PD) | പല്ലുകളുടെ എണ്ണം | ഫ്ലോട്ടിംഗ് ഗ്യാപ്പ് (ജി) |
| 100 | 16 | 133 | 8 | 5.6 |
| 164 | 10 | 4.5 | ||
| 196 | 12 | 4.0 | ||
| 260 | 16 | 3.0 | ||
| 200 | 10 | 64 | 8 | 2.6 |
| 98 | 12 | 1.7 | ||
| 163 | 20 | 1 | ||
| 300 | 15 | 120 | 8 | 4.3 |
| 185 | 12 | 3.3 | ||
| 400 | 7 | 26 | 8 | 1 |
| 38.5 | 12 | 0.3 | ||
| 76.5 | 24 | 0 | ||
| 500 | 13 | 93 | 12 | 1.3 |
| 190 | 24 | 0.5 | ||
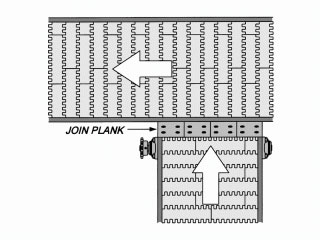
ഡെഡ് പ്ലേറ്റ്
5 മില്ലീമീറ്ററിൽ കൂടുതൽ കട്ടിയുള്ള കാർബൺ സ്റ്റീൽ, സ്റ്റെയിൻലെസ് സ്റ്റീൽ അല്ലെങ്കിൽ ഉയർന്ന കാഠിന്യം ഉള്ള അലോയ് സ്റ്റീൽ തുടങ്ങിയവ ഡെഡ് പ്ലേറ്റ് നിർമ്മിക്കുന്നതിനുള്ള മെറ്റീരിയലായി സ്വീകരിക്കാൻ ഞങ്ങൾ ശുപാർശ ചെയ്യുന്നു.ലോഡിംഗ് ഉൽപ്പന്നങ്ങൾ ട്രാൻസ്ഫർ സ്ഥാനത്തിലൂടെ സുഗമമായി കടന്നുപോകുന്നതിന്, ട്രാൻസ്ഫർ സ്ഥാനത്തിൻ്റെ ഓരോ വിടവും കണക്കിലെടുക്കേണ്ടത് പ്രധാനമാണ്.
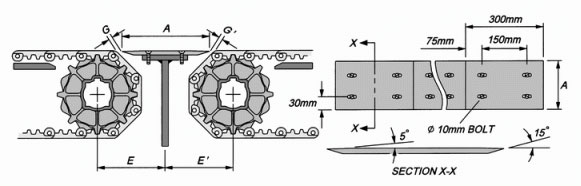
മൂല്യം C ലഭിക്കാൻ ഡിസൈൻ സ്പെസിഫിക്കേഷൻ ചാപ്റ്ററിലെ അടിസ്ഥാന അളവുകൾ പരിശോധിക്കുക, മൂല്യം G ലഭിക്കാൻ ഈ അധ്യായത്തിലെ ഫ്ലോട്ടിംഗ് ഗ്യാപ്പ് പരിശോധിക്കുക, തുടർന്ന് താഴെയുള്ള ഫോർമുല ഉപയോഗിക്കുക, കണക്കുകൂട്ടൽ ഫലം ഫ്ലോട്ടിംഗ് ഗ്യാപ്പിൻ്റെ യഥാർത്ഥ അളവായിരിക്കും.
ഫോർമുല:
E = CX 1.05
A = (2 XE) (G + G')
സൈഡ് ട്രാൻസ്ഫറിൻ്റെ ഡിസൈൻ സ്പെസിഫിക്കേഷൻ
സാധാരണയായി, 90 ഡിഗ്രി ട്രാൻസ്ഫർ ആപ്ലിക്കേഷൻ ഇൻ്റഗ്രൽ കൺവെയൻസ് നടപടിക്രമത്തിൻ്റെ പൊതുവായ ഉപയോഗത്തിലാണ്.HOMGSBELT ടേണിംഗ് ബെൽറ്റ് സ്വീകരിക്കാൻ ഞങ്ങൾ നിങ്ങളെ ശുപാർശ ചെയ്യുന്നു;അത് നിങ്ങൾക്ക് ഇടം അയവുള്ള രീതിയിൽ ഉപയോഗിക്കാൻ കഴിയും.
HOMGSBELT ടേണിംഗ് ബെൽറ്റിൻ്റെ ഏറ്റവും കുറഞ്ഞ ടേണിംഗ് റേഡിയസിന് ഫാക്ടറി സ്ഥലം പര്യാപ്തമല്ലെങ്കിൽ, ഈ പ്രശ്നം പരിഹരിക്കുന്നതിന് ഫ്രെയിമിൽ സൈഡ് ട്രാൻസ്ഫർ ഡിസൈൻ സ്വീകരിക്കേണ്ടത് ആവശ്യമാണ്.
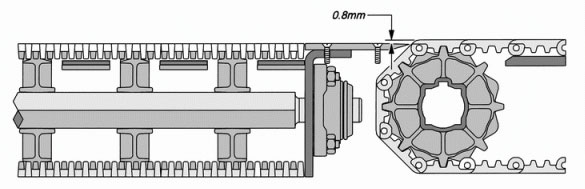
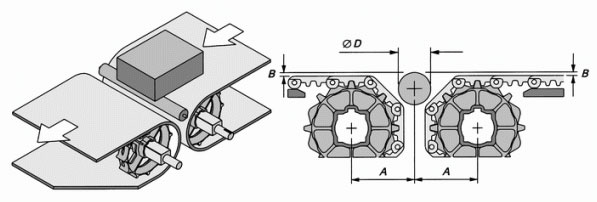
ഓക്സിലറി റോളറുകൾ
രണ്ട് കൺവെയറുകൾക്കിടയിൽ ട്രാൻസ്ഫർ പൊസിഷൻ രൂപകൽപ്പന ചെയ്യുന്നതിന്, ലോഡിംഗ് ഉൽപ്പന്നങ്ങളുടെ അടിഭാഗം പരന്നതും അതിൻ്റെ നീളം 150 മില്ലീമീറ്ററിൽ കൂടുതലുമാണെങ്കിൽ, ഡെഡ് പ്ലേറ്റ് ഒഴികെ, സുഗമവും മികച്ചതുമായ ട്രാൻസ്ഫർ ലഭിക്കുന്നതിന് കൺവെയർ ബെൽറ്റിനെ സഹായിക്കുന്നതിന് സഹായ ട്രാൻസ്ഫർ റോളറും ഉപയോഗിക്കാം. പ്രവർത്തന സമയത്ത് ചലനം.
ഡ്രൈവ് / ഇഡ്ലർ പൊസിഷനിലെ ഓക്സിലറി ട്രാൻസ്ഫർ റോളറുകളുടെ ഡിസൈൻ സ്പെസിഫിക്കേഷൻ
| യൂണിറ്റ്: mm | ||||||
| പരമ്പര | കനം (ബെൽറ്റ്) | സ്പ്രോക്കറ്റ് ഡയ. | പല്ലുകളുടെ എണ്ണം | എ (മിനിറ്റ്) | ബി (മിനിറ്റ്) | ഡി (പരമാവധി) |
| 100 | 16 | 133 | 8 | 85 | 0~1 | 34 |
| 164 | 10 | 100 | 40 | |||
| 196 | 12 | 116 | 50 | |||
| 260 | 16 | 150 | 66 | |||
| 200 | 10 | 64 | 8 | 47 | 20 | |
| 98 | 12 | 63 | 25 | |||
| 163 | 20 | 95 | 40 | |||
| 300 | 15 | 120 | 8 | 88 | 40 | |
| 185 | 12 | 106 | 44 | |||
| 400 | 7 | 26 | 8 | 20 | 10 | |
| 38.5 | 12 | 28 | 15 | |||
| 76.5 | 24 | 53 | 25 | |||
| 500 | 13 | 93 | 12 | 64 | 25 | |
| 190 | 24 | 118 | 40 | |||
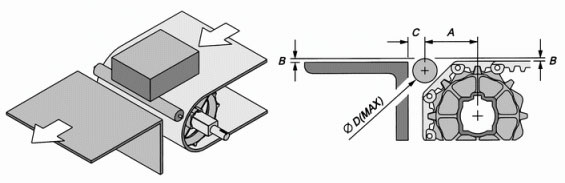
പ്ലാറ്റ്ഫോം ട്രാൻസ്ഫറിൽ ഓക്സിലറി ട്രാൻസ്ഫർ റോളറുകളുടെ ഡിസൈൻ സ്പെസിഫിക്കേഷൻ
| യൂണിറ്റ്: mm | |||||||
| പരമ്പര | കനം (ബെൽറ്റ്) | സ്പ്രോക്കറ്റ് ഡയ. | പല്ലുകളുടെ എണ്ണം | എ (മിനിറ്റ്) | ബി (മിനിറ്റ്) | സി (മിനിറ്റ്) | ഡി (പരമാവധി) |
| 100 | 16 | 133 | 8 | 74 | 0~1 | 23 | 20 |
| 164 | 10 | 92 | 28 | 25 | |||
| 196 | 12 | 106 | 33 | 30 | |||
| 260 | 16 | 138 | 41 | 38 | |||
| 200 | 10 | 64 | 8 | 42 | 18 | 15 | |
| 98 | 12 | 60 | 21 | 18 | |||
| 163 | 20 | 93 | 28 | 25 | |||
| 300 | 15 | 120 | 8 | 76 | 28 | 25 | |
| 185 | 12 | 108 | 30 | 27 | |||
| 400 | 7 | 26 | 8 | 17 | 9 | 6 | |
| 38.5 | 12 | 24 | 12 | 9 | |||
| 76.5 | 24 | 45 | 18 | 15 | |||
| 500 | 13 | 93 | 12 | 56 | 18 | 15 | |
| 190 | 24 | 108 | 28 | 25 | |||
ഗൈഡ് ഉപകരണം
കൺവെയർ സിസ്റ്റത്തിൻ്റെ ട്രാൻസ്ഫർ സ്ഥാനത്തിന് ഡെഡ് പ്ലേറ്റുകളോ ഓക്സിലറി ട്രാൻസ്ഫർ റോളറുകളോ ഉപയോഗിക്കുമ്പോൾ, ലീനിയർ സ്പീഡ് വ്യത്യാസത്തിനോ അപകേന്ദ്രബലത്തിനോ വേണ്ടി, ഉൽപ്പന്നങ്ങൾ പുറംതള്ളപ്പെടും അല്ലെങ്കിൽ ബെൽറ്റിൻ്റെ മധ്യ സ്ഥാനത്ത് നിന്ന് വ്യതിചലിക്കും.തൽക്കാലം, ഉൽപ്പന്നങ്ങൾ ടേണിംഗ് പൊസിഷനിലൂടെ സുഗമമായും ഫലപ്രദമായ ഗതാഗത മേഖലയിലും കടന്നുപോകാൻ സഹായിക്കുന്നതിന് ഗൈഡ് ഉപകരണം ഇൻസ്റ്റാൾ ചെയ്യേണ്ടത് ആവശ്യമാണ്.
ഗൈഡ് റോളറിൻ്റെ ഡിസൈൻ സ്പെസിഫിക്കേഷൻ
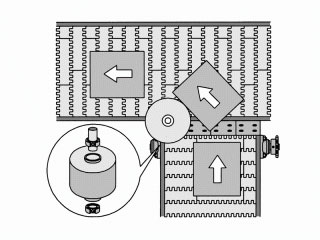
ഗൈഡ് റോളറുകൾ സാധാരണയായി മെറ്റൽ മെറ്റീരിയലാണ് നിർമ്മിച്ചിരിക്കുന്നത്.അതിൻ്റെ ഗൈഡിംഗ് ആരം ബെൽറ്റിൻ്റെ ഏകദേശം 1/4 ഫലപ്രദമായ വീതിയാണ്.ഘർഷണം വർദ്ധിപ്പിക്കുന്നതിന് ലോഡിംഗ് ഉൽപ്പന്നങ്ങൾ ആവശ്യപ്പെടുകയാണെങ്കിൽ, അത് ഗൈഡ് റോളറുകളുടെ ഉപരിതലത്തിൽ പൊതിയാൻ റബ്ബർ അല്ലെങ്കിൽ പിവിസി മെറ്റീരിയൽ സ്വീകരിക്കണം.ഗതാഗത ഉൽപ്പന്നങ്ങളുടെ വലിയതോ കനത്തതോ ആയ ലോഡിംഗിന് ഇത് പ്രത്യേകിച്ചും അനുയോജ്യമാണ്.ഗൈഡ് റോളറിനായി ബോൾ ബെയറിംഗുകൾ ഉപയോഗിക്കുന്നത് റോളറിനെ കൂടുതൽ സുഗമമാക്കും.
ഗൈഡ് റെയിലിൻ്റെ ഡിസൈൻ സ്പെസിഫിക്കേഷൻ
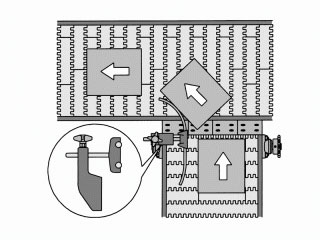
ഗൈഡ് ഉപകരണങ്ങളിൽ ഭൂരിഭാഗവും സാധാരണയായി യുഎച്ച്എംഡബ്ല്യു, എച്ച്ഡിപിഇ തുടങ്ങിയ താഴ്ന്ന ഘർഷണങ്ങളുള്ള പ്ലാസ്റ്റിക് മെറ്റീരിയലാണ് നിർമ്മിച്ചിരിക്കുന്നത്.ഇൻസ്റ്റാളേഷൻ ആവശ്യങ്ങൾക്കായി ഇത് പല രൂപങ്ങളിലോ രൂപത്തിലോ രൂപകൽപ്പന ചെയ്യാവുന്നതാണ്.ട്രാൻസ്പോർട്ടിംഗ് ആപ്ലിക്കേഷൻ്റെ ഇടത്തരം വലിപ്പമുള്ള അല്ലെങ്കിൽ മിനിയേച്ചർ ലോഡിംഗിന് ഗൈഡ് റെയിലുകൾ അനുയോജ്യമാണ്.ഗൈഡ് റെയിലുകളും കുറഞ്ഞ ഘർഷണം ഉള്ള പ്ലാസ്റ്റിക് മെറ്റീരിയൽ കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്.ഉപഭോക്താക്കളുടെ ആവശ്യങ്ങൾക്കായി നിർമ്മാതാക്കൾക്ക് എല്ലാത്തരം രൂപങ്ങളിലും നിരവധി ഗൈഡ് റെയിലുകൾ വാഗ്ദാനം ചെയ്യാൻ കഴിയും.
കൺവെയർ സിസ്റ്റം ഒരു കൺവെയറിൽ നിന്ന് മറ്റൊന്നിലേക്ക് 90 ഡിഗ്രി കോണിൽ ഡെഡ് പ്ലേറ്റ് അല്ലെങ്കിൽ ഓക്സിലറി ബെയറിംഗ് സ്വീകരിക്കുമ്പോൾ, ഗൈഡ് റോളറുകൾ ഗൈഡ് റെയിലുകളുമായി സംയോജിപ്പിക്കുന്നത് ഗതാഗത നടപടിക്രമം കൂടുതൽ സുഗമവും എളുപ്പവുമാക്കും.
ബെൽറ്റ് ടേണിംഗ് പോയിൻ്റിലേക്ക് ഓടുമ്പോൾ അപകേന്ദ്രബലം കാരണം ഉൽപ്പന്നങ്ങൾ പുറത്തെ ഗൈഡ് റെയിലിൽ തട്ടുമോ, അല്ലെങ്കിൽ ബെൽറ്റ് കാരി വേയുടെ ഫലപ്രദമായ ശ്രേണി കവിയുകയും ഉൽപ്പന്നങ്ങൾ കുമിഞ്ഞുകൂടുകയും ഉൽപാദന ലൈനിൽ തടസ്സമുണ്ടാക്കുകയും ചെയ്യുമോ എന്ന് ദയവായി ശ്രദ്ധിക്കുക.പൊതുവേ, ബെൽറ്റിൻ്റെ ഫലപ്രദമായ വീതി ലോഡിംഗ് ഉൽപ്പന്നങ്ങളുടെ പരമാവധി വീതിയേക്കാൾ വലുതായിരിക്കണം.